
注塑成型是制造塑料制品的重要工藝之一,而出現空隙則是常見的問題之一。出現空隙會導致制品的強度和美觀性受到影響,同時也會影響產品的質量和市場競爭力。
注塑成型殘余應力引起的龜裂是一個常見的問題,它可能會導致產品質量的下降,影響產品的使用壽命和外觀。本文將從材料組成、注塑模具設計等方面探討注塑成型殘余應力引起的龜裂原因及其影響,并介紹一些有效的預防措施和解決方案。

注塑成型模具快速送樣是注塑模具生產中非常重要的一環,它能夠保證生產的效率和質量,同時也能夠降低生產成本。那么,如何保證注塑成型模具快速送樣呢?本文將從供應商選擇、優化設計、材料選擇、工藝控制、生產計劃以及現場管理等方面進行探討。

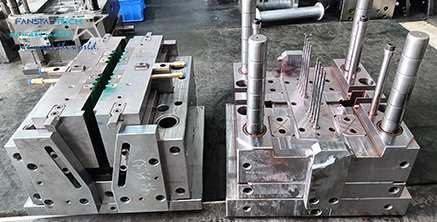
注塑模具是塑料加工中的重要組成部分,其質量的好壞直接影響到產品的質量和成本。因此,對于一套注塑模具的好壞評價是非常重要的。

包膠模具是一種使用熱硫化技術制作的模具,它的特點是具有高強度、高韌性、高耐磨性和高耐腐蝕性。與其他模具相比,包膠模具的優勢在于其表面光滑、耐磨、抗腐蝕,可以使產品更加美觀、精致和持久。
注塑模具行位粘膠是一種常見的問題,但是如果不及時處理,會對模具的使用壽命和產品質量造成嚴重影響。下面我們將介紹注塑模具行位粘膠的成因、危害以及解決方案。
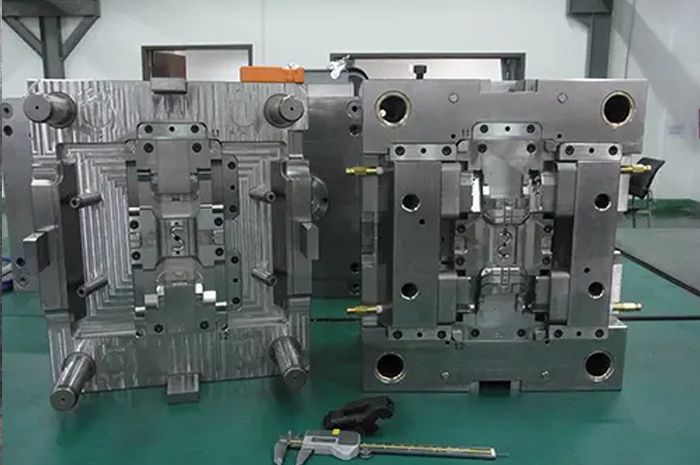
注塑模具是現代工業生產中不可或缺的重要工具之一,廣泛應用于汽車、家電、醫療設備等領域。注塑模具具有高效、精確、耐用等優勢,是制造業的重要組成部分。
熱流道模具和冷流道模具是兩種不同的注塑模具設計。熱流道模具適用于對成型質量要求較高、生產效率要求較高的制品,而冷流道模具適用于對成型質量要求不高、生產效率要求不高的制品。
注塑模具的維修保養是一項非常重要的工作,因為它可以確保模具的使用壽命和生產效率。模具的使用壽命取決于模具材料的質量、加工精度和使用方式。一般來說,模具的使用壽命可以達到幾十年,但是為了保證模具的質量和生產效率,維修保養工作非常重要。

注塑模具與壓塑模具是兩種常見的塑料成型模具,它們在材料、設計和成型工藝等方面有很大的不同。下面我們來詳細了解一下它們的區別。
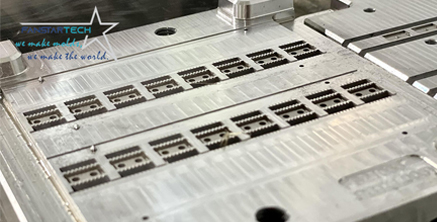
在塑料加工中,多腔模具的應用越來越廣泛,但是進膠不平衡問題也隨之而來。這不僅會影響注塑成型的質量,還會導致模具的損壞和浪費。本文將介紹多腔模具進膠不平衡的原因及解決辦法,幫助您解決這一問題,提高注塑成型的質量。
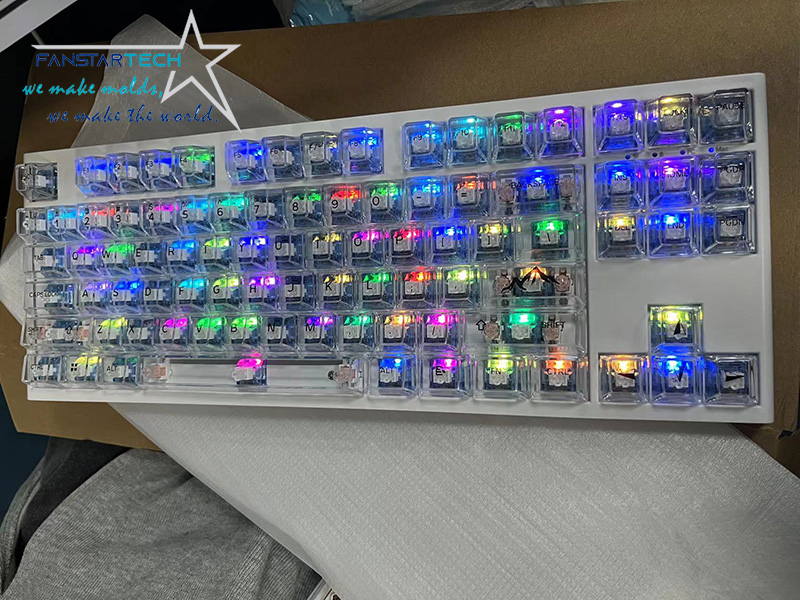
我們很高興向您介紹我們的儲能連接器模具。我們的儲能連接器模具是一款高品質的產品,具有多種功能和優勢,可廣泛應用于電力系統、新能源汽車、智能家居等領域。讓我們一起了解一下我們的產品吧。


 關注微信公眾號
關注微信公眾號 微信咨詢
微信咨詢


