


注塑模具比較常見的故障有動定模偏移、頂桿彎曲,斷裂或者漏料、冷卻不良或水道漏水、導柱損傷以及定距拉緊機構失靈等。下面我們將針對以上比較常見的故障進行一一排除。
1.動、定模偏移
在注塑模具分型面上增設高強度的定位鍵四面各一個,最簡便有效的是采用圓柱鍵。導柱孔與分模面的垂直度至關重要。在加工時是采用動,定模對準位置夾緊后,在鏜床上一次鏜完,這樣可保證動,定模孔的同心度,并使垂直度誤差最小。此外,導柱及導套的熱處理硬度務必達到設計要求。
2.頂桿彎曲,斷裂或者漏料
頂桿重新修磨,在頂桿前端保留10~15毫米的配合段,中間部分磨小0.2毫米。所有頂桿在裝配后,都必須嚴格檢查起配合間隙,一般在0.05~0.08毫米內,要保證整個頂出機構能進退自如。

注塑模具配件
3.冷卻不良或水道漏水
冷卻系統的設計,加工以產品形狀而定,不要因為注塑模具結構復雜或加工困難而省去這個系統,特別是大中型模具一定要充分考慮冷卻問題。
4.導柱損傷
導柱在注塑模具中主要起導向作用,以保證型芯和型腔的成型面在任何情況下互不相碰,不能以導柱作為受力件或定位件用。在以下兩種情況下,注射時動、定模將產生巨大的側向偏移力: 塑件壁厚要求不均勻時,料流通過厚壁處速率大,在此處產生較大的壓力;塑件側面不對稱,如階梯形分型面的模具,相對的兩側面所受的反壓力不相等。
5.定距拉緊機構失靈
在抽心力比較小的情況下可采用彈簧推出定模的方法,在抽芯力比較大的情況下可采用動模后退時型芯滑動,先完成抽芯動作后再分模的結構,在大型注塑模具上可采用液壓油缸抽芯。
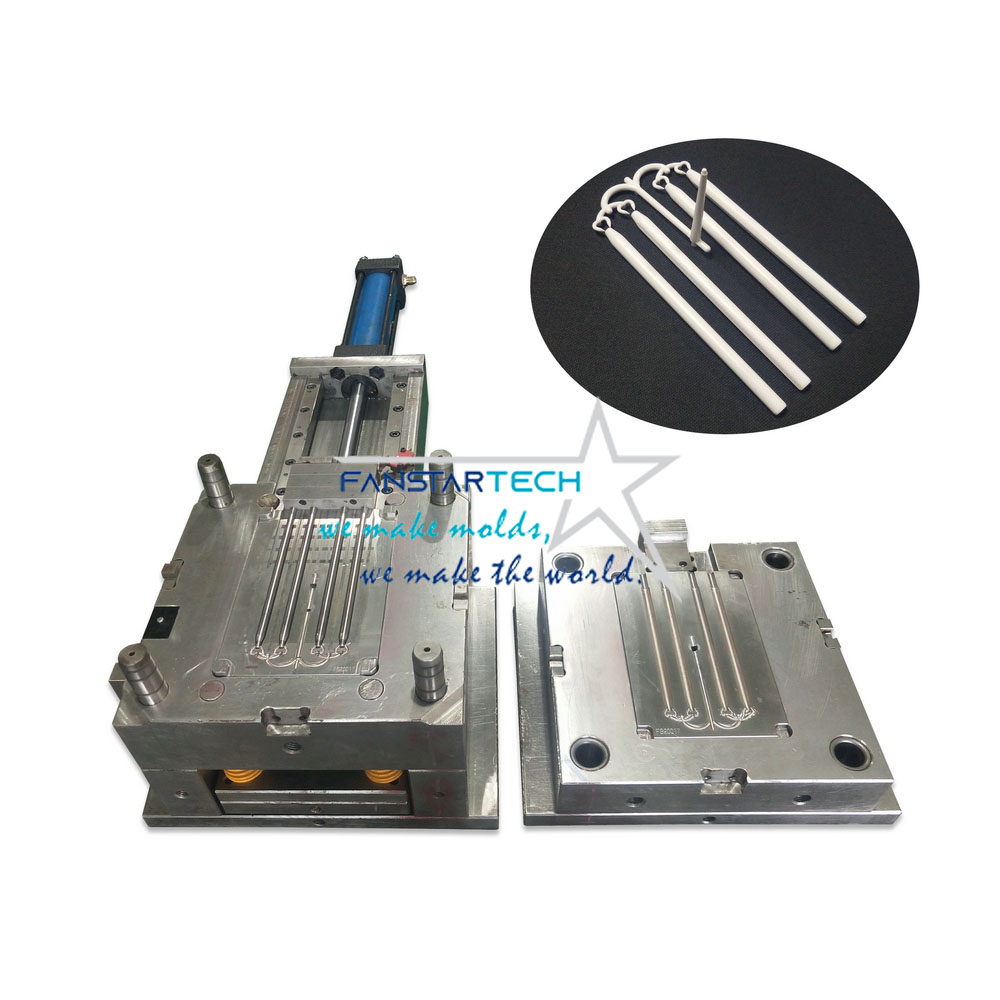
觸碰筆注塑模具
注塑模具是生產塑膠制品的工具,利用它可以制造出結構完整,精確尺寸的注塑件,注塑模具的結構形式和加工工藝會直接影響注塑件的生產效率和質量。范仕達的使命是掌握注塑生產核心技術,從成品生產需求與客人做模具制作前技術交流分析,讓模具交貨期短,壽命長,快速量產和成品質量優!有需要注塑成型模具的歡迎聯系我們!
 關注微信公眾號
關注微信公眾號 微信咨詢
微信咨詢


